

Форма режущего инструмента оказывает большое влияние на процесс резки, а разумная форма инструмента способствует повышению скорости и качества процесса резки. Форма инструмента в основном включает в себя геометрический угол, форму зажима, толщину лезвия, режущую кромку и т. д.
① В соответствии с технологическими характеристиками валка, чтобы повысить прочность самого лезвия, обычно используют лезвие без отверстия, а тип зажима относится к типу верхнего давления. Стоит отметить, что прижимная пластина не может мешать циркуляции стружки.
② Когда режущее состояние лезвия фиксировано, толщина лезвия напрямую влияет на способность удара и вибрации лезвия . Обычно, при выборе толщины лезвия в моменте грубой обработке, должно по возможности выбирать лезвие с толщиной 07 (7,94 мм).
③ Форма лезвия, как правило, круглая или квадратная. Когда жесткость заготовки, станка и зажима высока, можно использовать круглое лезвие или квадратное лезвие с небольшим основным углом для повышения эффективности резки. Когда жесткость заготовки, станка и зажима плохая, можно использовать квадратное лезвие, и для уменьшения радиального сопротивления резания и предотвращения вибрации при резании применяется больший основной угол отклонения.
④ Сравнение угла основного отклонения между круглым и прямым лезвием,при уменьшении глубины резания круглое лезвие становится меньше, а прямое лезвие не изменится. У круглого лезвия нет кончика, акончик лезвия является слабым местом у лезвия прямой кромки. При обработке чугуна из сплава высокой твердости, эффект угла основного отклонения очень очевиден,из рисунка 1 видно, что режущая кромка увеличивается, сопротивление резанию увеличивается, а шероховатость уменьшается.
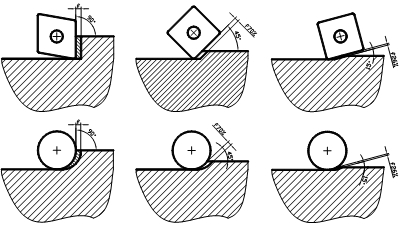
Рисунок 1 Влияние различных форм лезвий на резку
В производственной практике обработки валков, часто встречаются формы отказов инструмента, общие формы отказов и меры по их улучшению:
① Износ инструмента: обычно происходит при низкой скорости резания хрупких материалов, причина в том, что разница между твердостью материала инструмента и заготовки слишком мала, из-за практики резки при обработке высокоскоростных стальных валков, когда твердость заготовки составляет HSD83 ~ 93, а температура резки превышает 1200 °С, кубический нитрид бора в лезвии претерпит изменение фазы. При обработке быстрорежущих стальных валков, когда передняя и задняя грань изнашиваются одновременно, это означает, что в зоне резания уже более 1200 °C, и произошел фазовый износ. Решение состоит в том, чтобы отрегулировать скорость резания и скорость подачи.
② Зазубривание лезвия, когда режущая кромка не может выдерживать большую силу резания, вибрацию резания, воздействие резания и другие условия обработки, возникает явление зазубривания лезвия. Как правило, слышны аномальный звук резания и вибрация. Для решения проблемы зазубривание лезвия в основном заключается в уменьшении силы резания и вибрации, которые несет режущая кромка. Решение заключается в улучшении угла инструмента, формы режущей кромки и параметров резки.
③ Перелом, существует три основные причины перелома лезвия. Во-первых, причина самого инструмента, такого как основание лезвия или подкладка, не является плоской, процесс производства лезвия имеет сломы, трещины и т. д. Во-вторых, в процессе резания, жесткая фаза в режущем валке вызывает зазор в кромке лезвия, затем непрерывное воздействие в течение длительного времени стружками, и приводит к разрушению. В-третьих, проблема операции, инструмент сломался во время процесса резки и не меняет режущую кромку из-за сильного износа, и скорость подачи слишком велика.
Продукты FBN FUNIK могут применять для резки различных валков с высокой твердостью, что повышает эффективность работы резки валков. Разумный выбор формы инструмента PCBN и параметров резки, может обеспечить плавную обработку валка и максимизировать преимущество инструмента в обработке валка.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов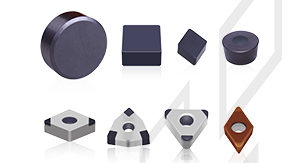
PCBN пластины
Эффективность и срок службы резания значительно улучшает
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik