

Непрерывное улучшение современной скорости резания и непрерывное развитие усовершенствованной интегрированной скорости производства выдвигают более высокие требования к производительности современных инструментов, поэтому разработка сверхтвердых инструментов с высокой термостойкостью и высокой износостойкостью является современной тенденцией развития.Поликристаллические сверхтвердые инструменты с кубическим нитридом бора (polycrystalline cubic boron nitride,PCBN) обладают превосходными свойствами, такими как высокая прочность, высокая износостойкость, высокая теплопроводность, хорошая механическая стабильность при высоких температурах и химическая стабильность при высоких температурах,сверхтвердые инструменты PCBN стали предметом исследований в различных промышленных странах в Китае и за рубежом .
1. Краткое введение в разработку сверхтвердых инструментов PCBN
1. В 1957 году корпорация Америки GE впервые соучредителем кубического нитрида бора, а в 1973 году соучредителем режущих инструментов из кубического нитрида бора, его материалы и продукты были разработаны больше 60 лет. Страны также конкурируют за разработку сверхтвердых инструментов CBN с отличными характеристиками. В 1967 году Китай создал образец кубического нитрида бора, в 1973 году изготовил сверхтвердый инструмент и запустил его в производство. Типы резаков в Китае также становятся все более и более распространенными, но производительность и серийность наших продуктов все еще имеют большое расстояние по сравнению с зарубежными странами. Чтобы сократить разрыв с развитыми странами в отрасли сверхтвердых инструментов PCBN. В 2010 году Китай разработал национальный высокотехнологичный специальный проект «Высокопроизводительные станки с ЧПУ и основное производственное оборудование» ,и четко предложил разработку и исследование сверхтвердых материалов и высокоточных инструментов, а также активно создал высокоточные и высокопроизводительные режущие устройства. В соответствии с требованиями, предъявляемыми к различным заготовкам и технологии обработки, проводится большое количество экспериментов для обработки разных заготовок в различных условиях с использованием различных инструментов,и разработал серию высокоэффективных режущих инструментов, подходящих для труднообрабатываемых материалов, таких как стальные детали, титановые сплавы и жаропрочные сплавы.
2. Характеристики и применение режущего инструмента PCBN
Инструменты PCBN имеют высокую твердость и высокую износостойкость.Значение твердости PCBN с различным содержанием связующего составляет от 40 до 60GPa. Хорошая термостойкость и красная твердость, термостойкость может достигать до 1400 ℃.Может эффективно резать железные материалы; Характеристики высокоскоростной резки и высокая точность обработки, непрерывная сухая резка при линейной скорости выше 1000 м / мин, для достижения полированной поверхности. Высокая прочность, высокая износостойкость, высокая теплопроводность, хорошая механическая стабильность при высоких температурах и т. д. Сверхтвердые инструменты PCBN стали режущим инструментом выбора для самых строгих требований к резке.
Согласностатистикеобрабатывающей промышленности, применение PCBN в обрабатывающей промышленности показано на рисунке 1,сверхтвердые инструменты PCBN в основном используются в токарной и режущей обработкезакаленных деталей для автомобильной индустрии и тяжелого машиностроения, а также отражают хорошие режущие характеристики сверхтвердых инструментов PCBN со стороны боковой. CBN подходит не только для обычной резки, но и для высокоскоростной обработки, кроме того, PCBN может выполнять жесткую сухую резку в процессе обработки. Это способствует достижению «зеленой резки» ,и в то же время может в полной мере сказаться на производительности резания инструмента и эффекте смягчения металла, что может значительно улучшить экономические выгоды.
Инструменты PCBN с различным содержанием CBN подходят для различных областей резания ,HALPIN и др. обобщены области резки PCBN с различным содержанием CBN, как показано в таблице
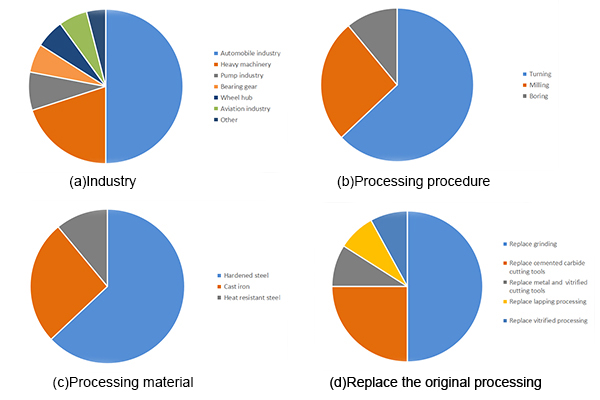
Рисунок 1. Ситуация применения сверхтвердых инструментов PCBN в стране и за рубежом
Таблица 1 Область резки для режущего инструмента PCBN с различным содержанием CBN
|
Содержание CBN |
Характеристики |
Свойство |
Область применения |
|
Инструмент PCBN с высоким содержанием CBN |
Содержание CBN больше 80% |
Высокая вязкость разрушения и высокая теплопроводность |
Точная обработка: охлажденный чугун, перлит, серый чугун; Грубая обработка: закаленная сталь, охлажденный чугун, закалка корпуса (на основе кобальта, на основе никеля, на основе железа), перлит и серый чугун |
|
Инструмент PCBN с низким содержанием CBN |
Содержание CBN меньше 60% |
Высокая прочность на сжатие, низкая теплопроводность |
Точная обработка: закаленная сталь и чугун, закаленный корпус (на основе кобальта, на основе никеля, на основе железа) |
3. Классификация сверхтвердых инструментов PCBN
Сверхтвердые инструменты PCBN можно разделить на две категории: сверхтвердые инструменты PCBN, обработанные спеченными телами CBN с определенной долей связок, и сверхтвердые инструменты PCBN, непосредственно обработанные монокристаллическим спеканием CBN. Согласно различным связкам, он делится на металлические связующие и керамические связующие. Температура размягчения металла в металлическом связующем веществе, как правило, низкая. Во время процесса резки инструмента, локальная высокая температура размягчает и окисляет связующий агент, что снижает твердость и стабильность PCBN при высоких температурах.Твердость керамической связи выше, а стабильность при высокой температуре и химическая стабильность лучше. Но его ударная вязкость низкая, инструмент легко ломать и ломать, а срок службы короткий. Большая часть PCBN на рынке использует металлокерамические связки,металлокерамические сверхтвердые инструменты из PCBN обладают преимуществами как сверхтвердых инструментов из металла, так и из керамики PCBN, которые не только решают проблему высокотемпературного размягчения металлических связок, но и преодолевают недостатки плохой ударной вязкости керамических связок.
Помимо стехиометрических связок, исследователи исследовали нестехиометрические связующие для улучшения характеристик PCBN ,и использовали эффект вакансии в нестехиометрических соотношениях для активации спекания, чтобы снизить температуру спекания.Нестехиометрический связующий агент реагирует с CBN с образованием соответствующих нитридов и боридов, что также значительно улучшит прочность связок и CBN и в то же время улучшит износостойкость инструмента. Исследование нестехиометрических связующих стало популярным направлением в области PCBN.
Поскольку связка снижает твердость, прочность и износостойкость PCBN, так как чистый PCBN быстро развивается в последние годы. Sumitomo компания использует катализатор для прямого превращения гексагонального нитрида бора в чистую фазу PCBN при высокой температуре и давлении, его твердость и термическая стабильность выше, чем у обычного синтетического PCBN. DUB и другие использовали пиролитический графитоподобный BN для синтеза высококонцентрированных PCBN при давлении 8 GPa и температуре 2 200-2550 ℃. Размер зерна PCBN составляет 100-400 nm.PCBN, полученный SUMIYA при 7,7 GPa, 2000 ± 2500 ℃, объемная доля CBN ≥99,9%, размер зерна <0,5 мкм, полученный PCBN имеет высокую прочность на разрыв и твердость при любой температуре.
4. Производство сверхтвердых инструментов PCBN
Композитный лист PCBN представляет собой композит из слоя материала CBN и подложки из цементированного сплава под воздействием высокой температуры и высокого давления и превращается в различные режущие инструменты или лезвия, предназначенные для сварки, с помощью лазерной или EDM-резки, сварки и заточки. Интегрированный спеченный блок PCBN спекается напрямую без подложки из сплава, образуя цельную заготовку PCBN, и после заточки превращается в инструмент PCBN.
Сверхтвердые инструменты PCBN оснащены стружколомами, которые могут в полной мере использовать характеристики новых материалов. Форма стружколома может быть выбрана в соответствии с различными условиями обработки (острота резания, прочность кончика лезвия). Устройство для удаления стружки может лучше контролировать стружку, потому что устройство для стружки может: (1) контролировать поток, скручивание и разрушение стружки, (2) влиять на силу резания, мощность резания и температуру резания, (3) влиять на долговечность инструмента; (4) влияет на вибрацию станка и заготовки, (5) влияет на качество поверхности обрабатываемой детали и т. д.
Технология сглаживания кромок на сверхтвердом инструменте PCBN может улучшить шероховатость обрабатываемой поверхности, увеличить скорость подачи и добиться высокоскоростной резки. В случае неизменных параметров резки ,качество поверхности может быть значительно улучшено. Sandvik Coromant компания внедрил технологию сглаживания кромок в области сверхтвердых лезвий, которая может улучшить качество поверхности и эффективность производства при чистовой обработке наружных и внутренних кругов, и добился больших успехов.
Применение технологии покрытия PCBN может улучшить термическую стабильность и износостойкость сверхтвердых инструментов PCBN. Обычные покрытия включают технологию физического осаждения из паров нитридного покрытия и технологию химического осаждения из паров оксидного покрытия; Толщина покрытия может достигать до 1-20 микрон,удовлетворять непрерывные или прерывистые потребности обработки,также она может обеспечить более высокую эффективность производства при эффективной обработке деталей.
5. Применение технологии имитированной
С развитием науки и техники, метод конечных элементов и алгоритм искусственного интеллекта имитируют тестирование инструмента на месте с помощью технологии моделирования, что значительно снизит частоту предварительных экспериментов и тестирования клиентов. Программное обеспечение для моделирования может наблюдать данные, которые не могут быть измерены во время резки, такие как на каждом этапе можно наблюдать форму износа, температуру резания, напряжение резания, внутреннее напряжение обрабатываемых деталей и т. д., а также форму стружки, состояние инструмента и заготовки тоже можно наблюдать. Разработчик режущего инструмента использует программное обеспечение для быстрого анализа данных и прогнозирования проблем при обработке инструмента. И своевременно и эффективно корректировать материал и геометрию инструмента.
{C}1. {C}На этапе разработки инструмента ,все больше и больше отечественных и зарубежных компаний по производству сверхтвердых материалов стали придавать значение технологии моделирования,технология моделирования действительно может сократить количество экспериментов, снизить затраты и легко наблюдать экспериментальные данные, но идеальная технология моделирования ограничивает точность моделирования, поэтому эксперименты необходимы позже, чтобы проверить подлинность и точность моделирования. В то же время необходимо обратить внимание на создание полной базы данных моделирования резки, создание полной базы данных уравнений и моделей инструментальных материалов и разработку программного обеспечения для моделирования, которое соответствует фактическим потребностям.
6. Заключение
Отечественные инструментальные материалы PCBN достигли до превосходных результатов после десятилетий разработки, но инструментальные материалы PCBN и исследования, разработки и применение инструментов не так хороши, как другие производственные сильные страны. Мы должны учиться на зарубежном опыте исследований и разработок, укреплять основы промышленности и прикладные научно-исследовательские платформы,инновационные исследования и разработки сверхтвердых инструментов PCBN с международной конкурентоспособностью для достижения интеллектуального проектирования и производства.Разрабатывать высококачественные сверхтвердые материалы для поддержки крупных национальных проектов и стратегически новых отраслей промышленности, замены импортных продуктов ,и реализации экологически чистых, высокоточных, высокопроизводительных и высокоскоростных новых инструментов сверхтвердых материалов.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов
PCBN пластины
Эффективность и срок службы резания значительно улучшает
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik