

Материал инструмента PCD обладает высокой твердостью, хорошей теплопроводностью и низким коэффициентом трения, что снижает деформацию и усилие резания, износ инструмента медленный, а процесс резания более стабильный. Идеальный инструментальный материал для токарной обработки алюминиевых сплавов. В процессе использования следует обратить внимание на шероховатость поверхности заготовки и износ режущей кромки.
Факторы, влияющие на шероховатость поверхности заготовок из алюминиевого сплава, приведены в следующей таблице 1:
Таблица 1
|
Влияющие факторы |
Изменение |
Изменение шероховатости |
|
Обьём подачи |
Увеличение |
Увеличение |
|
Скорость резания |
Увеличение |
Уменьшение до определенного значения и стабильно |
|
Глубина резания |
Увеличение |
Не очевидно |
|
Размер частиц алмаза |
Увеличение |
Увеличение |
Анализ износа режущей кромки инструмента PCD для обработки алюминиевого сплава .Форма отказа инструмента PCD отличается от таковой традиционного инструмента, что в основном проявляется в износе связующего, диффузионном износе и повреждении поликристаллического слоя. Его характеристики показаны в следующей таблице 2.
Таблица 2
|
Форма износа режущей кромки |
Характеристики |
|
Износ связи
|
Алюминиевый сплав обрабатывается с различными скоростями линии, и явление залипания ножа и нарост не видны невооруженным глазом. Это не основной метод износа. |
|
Диффузионной износ |
При резке алюминиевого сплава ,он обладает отличной антидиффузионной износостойкостью, что очень удобно для обработки алюминиевого сплава, а не основным методом износа. |
|
Повреждение поликристаллического слоя
|
Физический механизм поврежден,во время обработки на режущую кромку воздействуют, что приводит к небольшому сколу или потере связующего, что приводит к отслаиванию алмазных частиц и образованию зазора. Возникновение разрушения поликристаллического слоя будет напрямую влиять на точность обработки и заставлять заготовку утилизироваться. В настоящее время является основной причиной износа PCD. |
Основные контрмеры по износу режущей кромки:
(1) Разумный выбор марки PCD
Для чистовой или супер-чистовой обработки, следует использовать инструменты PCD с высокой прочностью, хорошей ударной вязкостью, хорошей ударопрочностью и мелким размером частиц. Для грубой обработки обычно выбирают PCD с крупными частицами. Чем крупнее частицы PCD, тем сильнее износостойкость инструмента. При условии обеспечения точности и качества обработки предпочтительнее PCD с крупным размером частиц.
(2) Разумный выбор формы режущей кромки
Таблица 3
|
Форма режущей кромки |
Характеристики |
Тип подходящей обработки алюминиевых сплавов
|
|
Острый угол |
Режущая кромка острая, а резка легка, что может значительно снизить силу резания, улучшить качество обрабатываемой поверхности и уменьшить образование заусенцев. |
Точная обработка алюминиевых сплавов с низким содержанием кремния |
|
Тупое закругление |
Пассивация режущей кромки инструмента под углом R может значительно снизить риск поломки режущей кромки |
Средний / высококремнистый алюминиевый сплав |
|
Снятие фаски |
Увеличьте угол кромки, чтобы сделать его более устойчивым, но давление и сопротивление кромки при резке также увеличатся |
Усиленная резка высококремнистого алюминиевого сплава |
(3) Разумный выбор угла режущего инструмента
Основной угол отклонения режущего инструмента PCD в основном используется для повышения прочности режущего инструмента и распределения силы резания при обработке алюминиевых сплавов. Когда основной угол отклонения мал, ширина резания велика, а сила на единицу длины режущей кромки мала; Основной угол наклона увеличивается, радиальная составляющая уменьшается, резка становится гладкой, толщина резания увеличивается, а показатели разрушения стружки хорошие.
(4) Разумный выбор закругления режущего инструмента
Закруглениережущего инструмента - это значит, сформированное на пересечении основной режущей кромки и вспомогательной режущей кромки инструмента. Для механической обработки, закругление повышает прочность кончика лезвия. При той же подаче, чем больше закругление, тем лучше шероховатость поверхности. В случае получения одинаковой шероховатости обработки, большое закругленное лезвие может обеспечить низкую скорость и большую подачу. Как правило, чем больше закругления, тем лучше, но необходимо иметь соответствующее значение из-за глубины резания и жесткости заготовки и станка,не больше, тем лучше.
(5) Разумный выбор параметров обработки
При нормальных обстоятельствах, рекомендуется, чтобы скорость резания инструмента PCD для обработки алюминиевого сплава была в пределах 4000 м / мин, а скорость обработки отверстия была в пределах 800 м / мин. Если количество подачи слишком велико, оставшаяся геометрическая область на заготовке будет увеличиваться, что приведет к увеличению силы резания, а если количество подачи слишком мало, температура резания увеличится и срок службы резания уменьшится. Общая рекомендуемая скорость подачи составляет 0,08-0,15 mm /r. Увеличение глубины резания инструмента PCD увеличит силу резания и увеличит температуру резания, тем самым увеличивая износ инструмента и легко вызывая сколы. Однако, если глубина резания слишком мала, это приведет к затвердеванию, ускорению износа инструмента и даже крошению.
Таким образом, при обработке заготовок из алюминиевого сплава должны быть разумно выбраны марки PCD, разумно спроектирован тип лезвия, и разумно должны быть выбраны правильные параметры обработки, чтобы чистота поверхности обрабатываемой заготовки было хорошим, износ инструмента уменьшался, срок службы инструмента увеличивался, а стоимость производства снижалась.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов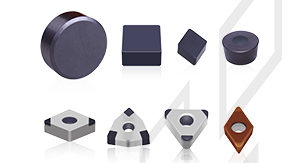
PCBN пластины
Эффективность и срок службы резания значительно улучшает
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik