

1. Обзор резки листового композита из поликристаллического кубического нитрида бора (PCBN)
Композитная плита поликристаллического кубического нитрида бора (PCBN) представляет собой новый материал для режущего инструмента, образованный поликристаллическими частицами CBN и матрицей из цементированного карбида WC через связующее в условиях высокой температуры и высокого давления. Он обладает такими преимуществами, как высокая стабильность, низкий коэффициент трения, хорошая теплопроводность и т. д. Он стал идеальным материалом для изготовления износостойких инструментов, таких как режущие инструменты и сверла. Поликристаллический материал кубического нитрида бора (PCBN) обладает характеристиками высокой термостойкости и высокой твердости, является лучшим выбором для сухих токарных материалов и находит все большее применение в области обработки черных металлов.
Тем не менее, композитный лист PCBN представляет собой сверхтвердый, трудно обрабатываемый материал. С непрерывным развитием технологий, лазерная резка как бесконтактная, бесмеханическая сила резания, которая может резать различные геометрические формы, привлекает все больше внимания. Это стало одним из основных методов обработки композитных плит PCBN. Во время лазерной обработки мощность лазера, частота импульсов и скорость резки имеют важное влияние на качество резки PCBN.
2. Анализ механизма лазерной резки
Качество резки PCBN имеет важное отношение к плотности энергии лазера на поверхности материала. Мощность лазера и скорость резания определяют количество энергии лазера, полученное на единицу площади материала. Плотность мощности I на лазерном пятне может быть выражена как:

В формуле ,E - энергия лазера одиночного импульса, d - диаметр пятна, tp - ширина импульса.
Когда ширина и частота импульса фиксированы, увеличение выходной мощности может увеличить плотность мощности лазерного луча. Чем выше плотность мощности, тем больше газообразных веществ образуется во время обработки, чем больше ширина и глубина резки, тем лучше качество поперечного сечения, что также способствует последующей обработке. Производительность и эффективность тоже повышает, но следует избегать сколов, вызванных чрезмерной мощностью. По мере увеличения частоты импульсов ,энергия одиночного импульса уменьшается, пиковая мощность уменьшается, а ширина щели и конусность уменьшаются.
3. Влияющие факторы лазерной обработки
1. Мощность лазера
Лазерная энергия является основным источником энергии в процессе резки, а уровень мощности напрямую влияет на плотность энергии в процессе резки. Мощность лазера оказывает существенное влияние на ширину щели и конусность. По мере увеличения мощности ,ширина щели увеличивается, конус уменьшается, а количество удаляемого материала увеличивается.
2. Частота импульсов
По мере увеличения частоты ,ширина щели значительно уменьшается, и конусность резки также уменьшается. По мере увеличения частоты импульсов ,энергия одиночного импульса уменьшается, а частичное перекрытие увеличивается, что играет важную роль в улучшении качества резки поверхности и уменьшении трещин.
3. Скорость резки
Когда скорость лазерной резки увеличивается, ширина прорези имеет тенденцию к уменьшению, скорость резания увеличивается, конусность прорези увеличивается, и качество резания уменьшается. Это связано с тем, что время действия лазера сокращается, плотность энергии уменьшается, а материал получает меньше энергии. Если скорость резания слишком высока, легко очистить шлак или не разрезать его. Если скорость резки слишком низкая, материал будет перегореть. Ширина резки и зона термического влияния материала слишком велики, качество резки низкое, а эффективность производства низкая.
4. Заключение
Комбинация мощности лазера и скорости резки определяет количество энергии линии резки. Правильное увеличение энергии в линии способствует улучшению качества резки, но необходимо избегать явления перегорания и разрушения кромки материала. Увеличение частоты импульсов уменьшает энергию одиночного импульса лазера, уменьшает ширину щели и конусность, а также способствует улучшению качества резки.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов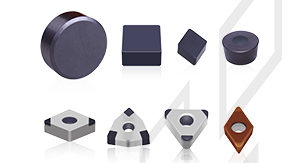
PCBN пластины
Эффективность и срок службы резания значительно улучшает
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik