

Правильный выбор и применение обработки кромок инструмента считается одним из основных элементов успешного производства и правильного использования жестких токарных инструментов. Для различных условий применения ,обработка лезвия имеет различные формы и параметры обработки. Обработка кромки инструмента - это процесс после полировки лезвия и перед нанесением покрытия (если оно есть), посредством снятия фаски, пассивации, сглаживания, полировки и других методов обработки для улучшения качества инструмента и повышения эффективности использования и срока службы инструмента.
1. Форма и характеристика обработки режущей кромки
Как правило, обработку режущей кромкой можно разделить на 4 категории: тип F - без снятия фаски и закругления тупым, E тип - тупое закругление без снятия фаски, T тип - снятие фаски без тупого скругления, S тип - снятие фаски и тупое округление. Четыре типа обработки кромок имеют свои физические и геометрические характеристики, которые по-разному влияют на состояние силы, трение от стружки и форму стружки во время использования.
1.1 Обработка режущей кромки типа F. F-образная обработка кромок, то есть без снятия фаски и закругления тупым. Этот метод обработки режущей кромки является острым, с небольшим усилием резания, малой деформацией сдвига и низкой температурой резания, но прочность режущей кромки является низкой, и режущая кромка имеет начальные дефекты, поэтому она редко используется.
1.2 Тип обработки кромки типа E. Обработка режущей кромки типа E, то есть тупое закругление без снятия фаски. Тип кромки данной использует процесс тупого круглого, который устраняет микродефекты от режущей кромки до обработки, укрепляет режущую кромку и повышает устойчивость к сколам и трещинам.
1.3 Обработка режущей кромки типа T. Т-образная обработка режущей кромки, то есть снятие фаски без тупого скругления. Благодаря обработке фаски он имеет лучшую ударопрочность ,и может заменить S-образную режущую кромку, когда требования к резке и допуски высоки.
1.4 Обработка кромки типа S. S-образная обработка режущей кромки, а именно снятие фаски и тупое округление. Эта форма является наиболее распространенной обработкой кромок, а также предпочтительным выбором для точного точения. Он обладает большей прочностью, чем Т-тип, более устойчив к сколам и растрескиванию, легче прогнозирует срок службы инструмента и может обеспечить более стабильное качество поверхности заготовки. Особенно подходит для большой глубины резания и прерывистой обработки.
2. Эффект S-образной обработки режущей кромки при резке
При обработке S-образных кромок ,угол снятия фаски имеет две стороны: с одной стороны, увеличение угла может увеличить прочность инструмента и повысить ударопрочность инструмента, с другой стороны, инструмент становится тупым, что увеличивает температуру резания ,но износостойкость грани передней неблагоприятна. Это связано с тем, что угол увеличивается, что эквивалентно большему отрицательному переднему углу, поэтому угол сдвига становится меньше, деформация увеличивается, и теплота деформации велика, поэтому износ грани передней ускоряется. В то же время ширина фаски также должна быть адаптирована к настройкам параметров обработки. Если ширина фаски слишком мала, эффект снятия фаски будет ослаблен.В то же время трение между сколом и передней гранью будет быстрее изнашиваться на стыке фаски и исходного переднего торца. Если ширина ребра слишком велика, это увеличит силу резания и увеличит расстояние трения между стружкой и передней гранью, что не способствует увеличению срока службы инструмента. В то же время размер, однородность и способ обработки тупого круга также будут оказывать определенное влияние на производительность инструмента.
Инструменты режущие PCBN, как правило, обрабатываются с отрицательными передними углами и отрицательными фасками снятия при резке, так делаем, с одной стороны, может усилить режущую кромку ,и в то же время улучшить износостойкость инструмента. При обработке закаленной стали или серого чугуна, это обеспечивает различную силу кромок обработки, требуемая каждому. После заточки алмазными шлифовальными кругами на режущей кромке часто возникают микропазы (то есть крошечные выколы и пропилы). В процессе резки микровырез режущей кромки инструмента легко расширяется, что ускоряет износ и повреждение инструмента. Конструкция с отрицательным углом среза и шлифование с отрицательной фаской снятия улучшают прочность инструмента. В то же время применяется тупая круглая обработка для устранения дефектов обработки кромки. Два метода обработки повышают ударопрочность инструмента и повышают износостойкость. И можно продлить срок службы инструмента.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов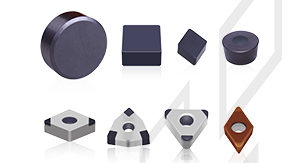
PCBN пластины
Эффективность и срок службы резания значительно улучшает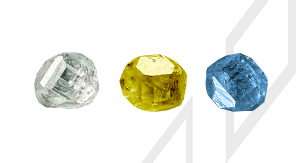
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik