

1. Обзор шлифования поликристаллического кубического нитрида бора (PCBN)
В последние годы, использование поликристаллического кубического нитрида бора (PCBN) позволило точно обрабатывать заготовки с твердостью выше 58HRC, по сравнению с быстрорежущей сталью и цементированным карбидом,инструмент PCBN может значительно улучшить качество поверхности и скорость обработки заготовки, а также повысить эффективность обработки и срок службы инструмента. В настоящее время, отечественные и зарубежные методы обработки режущих кромок инструментов PCBN в основном включают механическое шлифование и шлифование разрядом электроискры.
Механическое шлифование, то есть шлифование поверхности инструмента PCBN с помощью высокоскоростного вращающегося алмазного круга. Механическое шлифование обладает преимуществами простого процесса и низкой шероховатости поверхности режущей кромки инструмента, однако, из-за проблем, связанных со сложным формованием шлифовального круга, серьезным износом шлифовального круга и высокой стоимостью, трудно осуществлять обработку режущих инструментов сложной и сложной формы, и сфера применения ограничена. Разряд электроискры-это процесс механической самовозбуждения, основанный на принципе импульсной абляции электрического разряда. Физический процесс абляции электрического разряда представляет собой комплексный процесс электромагнетизма, термодинамики, гидродинамики и т.д., механизм электроразрядной обработки представляет собой электрический физический процесс. Однако Разряд электроискры - это бесконтактная обработка, которая не имеет механического усилия резания, поэтому ей не нужно учитывать характеристики силы при изготовлении электрода инструмента. Она обладает преимуществами простого формирования электрода инструмента и низких относительных потерь. Она может эффективно применяться к острым и сложным кромкам. Форма режущей кромки инструмента PCBN, его технологическое оборудование показаны на рисунке 1. В этой статье, основанной на характеристиках сверхтвердых инструментальных изделий, в сочетании с принципом электроэрозионного шлифования, линейная скорость вращения электрода, пиковый ток и длительность импульса электроэрозионного шлифования сверхтвердых инструментов детализированы для эффективности обработки и качества обработки.
Рисунок 1 оборудование обработки электроискры
2.Факторы влияния для шлифования разряда электроискры
2.1 Линейная скорость вращения электрода
Когда электрод не вращается, величина удаления материала заготовки является самой низкой, и значение шероховатости поверхности заготовки также является наибольшим. После вращения электрода ,скорость обработки и качество обработки значительно улучшаются, потому что вращение электрода улучшает условия механической обработки электрическим разрядом и ускоряет скорость удаления материала. С увеличением скорости вращения электрода ,количество материала, удаляемого из заготовки, также увеличивается, но увеличение постепенно замедляется, и износ электрода также увеличивается, потому что износ электрода в основном происходит на ранней стадии обработки электрическим разрядом. С увеличением скорости вращения точка разряда быстро смещается, и частота разряда явно усиливается, что приводит к увеличению потерь на электроде, при увеличении скорости вращения электрода значение шероховатости поверхности заготовки сначала уменьшается, а затем увеличивается. С точки зрения качества обработки и эффективности обработки ,влияние изменений линейной скорости электродов меньше, чем влияние пикового тока и длительности импульса.
2.2 Пиковый ток
При увеличении пикового тока Ip ,количество удаляемого материала увеличивается, потери электрода уменьшаются, а значение шероховатости поверхности материала заготовки увеличивается. Однако есть разница в тенденциях этих трех изменений: когда пиковый ток меньше 5 А, величина удаления материала заготовки и значение шероховатости поверхности заготовки медленно увеличиваются, но потери электрода резко уменьшаются. Когда пиковый ток превышает 10 А, величина удаления материала заготовки и значение шероховатости поверхности заготовки быстро увеличивается, а тенденция уменьшения износа электрода замедляется. В то же время, когда пиковый ток ниже 8А, размер частиц PCBN практически не влияет на эффективность обработки и качество обработки, но когда пиковый ток превышает 10А, размер частиц PCBN оказывает определенное влияние на эффективность обработки и качество обработки заготовки.
2.3Длительность импульса
По мере увеличения длительности импульса ,количество удаляемого материала PCBN быстро увеличивается. Причина может заключаться в том, что чем больше длительность импульса и время разряда, тем больше энергия, генерируемая между электродом и заготовкой PCBN, тем самым ускоряя удаление материала PCBN. В то же время с увеличением длительности импульса потери электрода быстро уменьшаются. Потеря электрода происходит в основном на переднем конце импульса. Когда постоянная интервала импульса увеличивается, длительность импульса увеличивается, а количество генерируемых импульсов уменьшается, потеря электрода уменьшается. По мере увеличения длительности импульса ,увеличивается как значение шероховатости поверхности, так и толщина метаморфического слоя заготовки PCBN.
3.Заключение
Размер частиц PCBN заготовки оказывает определенное влияние на эффективность и качество шлифования разряда электрического, но он не так важен, как параметры процесса разряда электрического. Учитывая совокупное влияние эффективности резки, качества поверхности и потери электродной проволоки, PCBN электрического рязряда следует выбирать разумную длительность импульса.В условиях резания большого пикового тока и малых импульсов, используется источник жидкости под высоком напряжением прямом проводом.

CBN/DIA сверхтвердый абразив
Улучшает эффективность шлифования на новый уровень
PCD алмазный композитный лист
Улучшает комплексное конкурентное преимущество производителей инструментов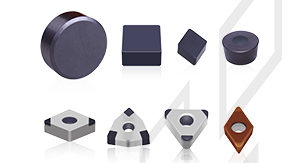
PCBN пластины
Эффективность и срок службы резания значительно улучшает
Лабораторно выращенный алмаз HPHT
Защита окружающей среды и создание искусства и красоты с помощью технологий - это неустанное стремление компании Funik